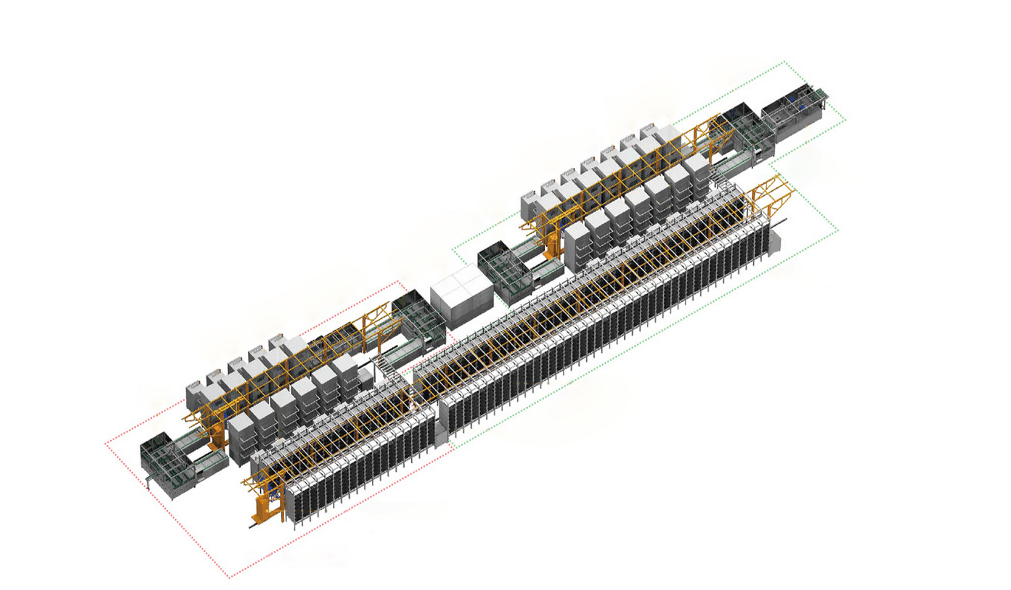
方形电池生产线方案不仅大幅减少生产线上的工人数量,还降低员工的劳动强度。同时,自动化信息功能确保模组装的一致性,提高模组装的效率和生产力。
流程如下:
托盘装载 —— 高温老化 —— 嵌铍针脱落 —— 高温成型 —— 嵌铍针插入 —— 高温老化 —— 针脱落 —— 出盘 —— 第二次电解液注入和封装及气密性测试 —— 入盘 —— 环境温度老化 —— 根据环境温度进行分选 —— OCV/IR —— 环境温度老化 —— 分选/包膜


通过RGV将电芯托盘输送到拔钉位;托盘自动定位;
通过操作器自动从注液孔中拔出钉子;通过RGV输送电芯;
组成部分:电池托盘定位和拔胶钉机构。

方形电芯通过RGV输送到插钉位;托盘自动定位;
通过操作器自动将钉子插入注液孔;
通过RGV输出电芯。
◊ 兼容多种类型电芯
◊ 自动校准系统
◊ 设备采用智能双向回馈式数字电源
◊ 独立的加热加压系统
◊ 通风冷却系统
◊ 独立通道控制
◊ 添加烟雾传感器
◊ 自动装载和卸载电池
◊ 温度保护功能
◊ 数据实时上传备份


◊ 充放电测试系统会自动校准,具备定期提醒维护的功能;
◊ 核心组件具备资深稳定可靠供应链;
◊ 负压化成系统采用隔离式柜体,并配置可靠的负压控制系统和负压吸盘组件;
◊ 配置单独人机交互界面,可对各部件实时监控,保障系统安全;
◊ 化成和分容设备每库相互隔离,互不影响;
◊ 化成和分容有单电芯超容报警和自动灭火设置。








